管板焊机的发展趋势
1.节能
电焊机的节能体现在空载时节能和负载时节能两个方面。空载时电焊机可以将主电路、风机等全部进入停止状态,空载功耗仅有几瓦;电焊机负载时的效率比晶闸管整流焊机要高。性能稳定
由于电焊机的工作频率为20KHZ以上,具有较快的响应速度,可以对熔滴过渡细分为多个阶段进行控制。对CO2气体维护焊来说,可以大幅降低飞溅,对脉冲熔化极MIG/MA G焊可以进行有效地控制射流过渡的稳定性,还可以将熔滴过渡和送丝机构的运动结合起来,进一步控制熔滴过渡过程,得到良好的焊缝成形,焊接性能稳定。这些都是激进整流焊机无法做到。
2.集中控制
电焊机大量采用单片机、DSPFPGA 等数字控制器,通过以太网、现场总线来实现多台焊机或者上位机与焊机之间的网络通信。不只解决了多台焊机协同作业的问题,方便焊接过程中的集中控制,而且实现了远程焊机参数的设置或监控,使电焊机远程故障诊断及维护成为可能。

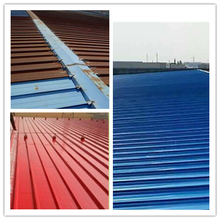
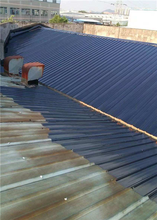
管板自动焊机环境敏感性降低:
封闭式机头可以很好的保护焊缝防止氧化,同时受外界环境和风的影响很小。
狭小空间可达性:
对于非常狭小的空间,手工操作难以实现的操作位置,可以通过环缝自动焊来实现。
人为因素的影响:
手工操作,依靠于操作者的技术熟练程度和责任心;环缝自动焊则更多依靠设备的精度和重复精度。

管板自动焊机效益提高:
通过生产效率的提高,通过生产质量的提高和一次合格率的提高及不良产品率,返修率的大幅降低,生产者可以通过设备的合理配置和优化组合获得显著的经济效益。
管板自动焊机的性能特点
实现全位置TIG管/板全自动焊接;
自动化程度高,故障率低;
电弧电流为直流/脉冲形式,各参数均可单设定,熔池易控制,熔宽和熔深均匀一致;
采用自主研发的IGBT逆变式脉冲氩弧焊机,焊接,电弧稳定性强,焊缝成形美观;
控制系统设计以人为本,操作简捷,工艺参数通过触摸屏输入,焊接参数可通过手控盒实时修改,焊接过程通过触摸屏实时监控;方便快捷;
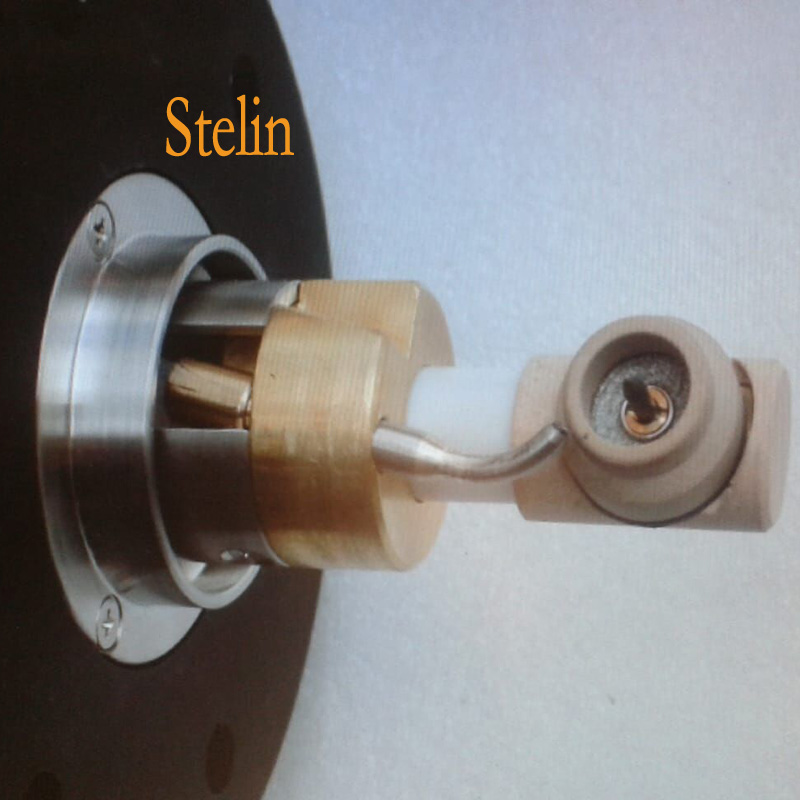
机头采用无限回转式旋转结构,机头送丝、水、气无缠绕;
水冷定位心轴,避免管头融化后内流,焊缝成形美观;焊枪可以配合弧长调节连续旋转,实现多层焊接;
采用自主研发的管板焊操作架,轻巧美观,运动平稳可靠;